




Sajdik Tamás, a Soproni Egyetem III. éves Faipari Mérnök hallgatója részt vesz a Kulturális és Innovációs Minisztérium által meghirdetett Új Nemzeti Kiválóság Program pályázatban. Kutatási témaköre a rostirányban tömörített faanyag nyúlási tartalékának bizonyítása húzóvizsgálatokkal.
Nyúlási tartalék elemzése különböző nedvességtartalmú, valamint tejsavval kezelt rostirányban tömörített faanyagok esetében
A fa egy rendkívül jó modifikációs lehetőségekkel rendelkező, természetes nyersanyag. A thermo-hidromechanikai modifikációk körébe tartozó rostirányú tömörítés hatására szinte minden tulajdonsága megváltozik. Ezek közül a legfontosabb, hogy lényegesen lecsökken a hajlítórugalmassági modulusza és csökken a hajlítószilárdsága is, melyek hatására kisebb erővel és jóval nagyobb mértékben hajlíthatóvá, csavarhatóvá válik a kezelt faanyag.
Tömöríthető faanyagok és minőségi követelmények
Korábbi kutatások megállapították, hogy számos fafaj alkalmas tömörítésre, pl. fekete dió (Juglans nigra), kőris (Fraximus excelsior), bükk (Fagus sylvatica), hegyi szil (Ulmus glabra), tölgy (Quercus petraea), fekete cseresznye (Prunus serotina). Kijelenthető, hogy a közepes- és magas sűrűségű lombos fafajok jelentős többsége megfelelő. A tömörítéses eljárás hátránya az időigénye mellett az alapanyaggal szemben támasztott magas minőségi elvárás. Csakis olyan faanyag alkalmas tömörítésre, amely keskeny évgyűrűkkel rendelkezik és göcsmentes, nem ferdeszálú. Szintén fontos kitétel, hogy a faanyag nedvességtartalma akkor a legalkalmasabb a tömörítéshez, mikor a rosttelítettségi állapothoz közeli.
A tömörítési folyamat
A technológia három fő lépésből áll. Az első lépés a rostlágyítási folyamat, mely lehetővé teszi a roncsolásmentes tömörítést. A második a rostirányú tömörítés, megfelelő anyaghőmérséklet és nedvességtartalom mellett. Végül a harmadik, egyben zárófolyamat az utókezelés, ami az anyag megfelelő állapotban történő hűtését, szárítását jelenti.
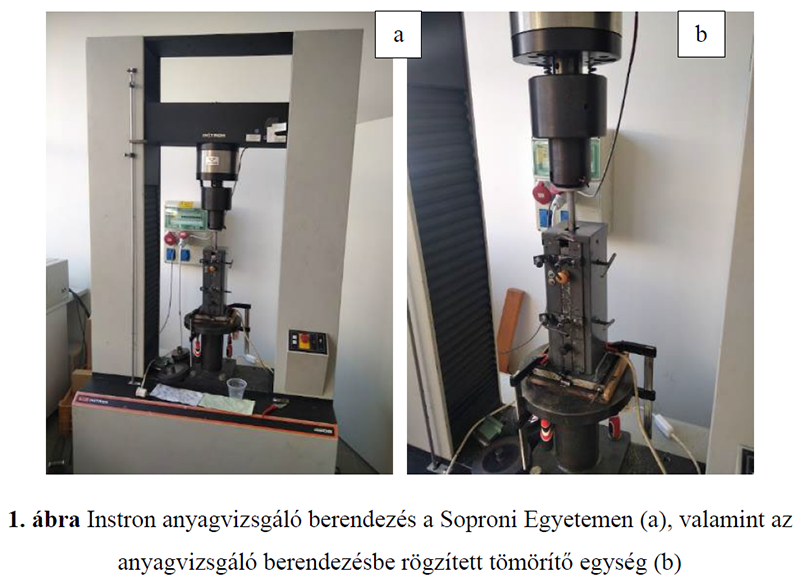
A tömörítő berendezés egy Instron 4208 anyagvizsgáló gépből áll, ami a nyomóerőt és a kutatási adatokat biztosítja, valamint egy rákapcsolható tömörítő egységből. Így folyamatos adatgyűjtéssel és grafikonok generálásával monitorozhatjuk a tömörítés során létrejövő feszültség- és alakváltozásokat a faanyagban (1. ábra).
A kutatás során szórtlikacsú fafajként a bükköt (Fagus sylvatica) választottuk, míg gyűrűslikacsúként a kocsánytalan tölgyre (Quercus petraea) esett a választás. A 20×30×200 mm méretű mintákat (Sugárirány×Húrirány×Rostirány) fagyasztva tároltuk felhasználásig. Az iparban jellemző a 20%-os tömörítési arány alkalmazása, így a két fafaj esetében mi is ezt az arányt használtuk. A tömörített-röviden fixált mintákat 60 másodpercig tartottuk állandó méreten a tömörítés után, míg a tömörített-hosszan fixált mintákat 3 órán keresztül. A faanyag minden esetben visszarugózik valamelyest a tömörítést követően. Rövid fixálásnál minden esetben nagyobb mértékű a visszarugózás, hosszú fixálásnál viszont a végleges hosszméret akár a tömörítés mértékének közelében is lehet. Minél hosszabb a fixálási idő, annál hatékonyabb modifikációs eredményt lehet elérni a tömörítéssel. Mintacsoportonként 5 mintát készítettünk, a későbbi vizsgálatok igényeit figyelembe véve.

A különböző nedvességtartalmi állapotokban eltérő hajlíthatóság vizsgálatára különböző utókezeléseknek vetettük alá a tömörített mintáinkat. A négy mintacsoport bükk és tölgy, valamint kezeletlen, tömörített és fixált minták esetében:
- Normál klímakörülmények között (20 °C hőmérséklet, 65%-os relatív páratartalom) egyensúlyi állapotig, kb. 12% nedvességtartalomra kondicionált mintacsoport
- Konvekciós szárítóval hagyományosan 10% nedvességtartalomra műszárított (max. 58 °C hőmérséklet, 0-30% relatív páratartalom), majd normál klímakörülmények mellett kondicionált mintacsoport
- Abszolút szárazra szárított, majd normál klímakörülmények mellett kondicionált mintacsoport
- Élőnedves állapotban tárolt (fagyasztott) mintacsoport
- Tejsavval telített mintacsoport (csak a bükk esetében)
Tejsavas telítés bükk minták esetében
A faanyag előnytelen tulajdonsága a gyenge méretstabilitás. A tejsav (lactic acid; LA) egy természetben is előforduló szerves sav, mely nagy mennyiségben áll rendelkezésre. Polimerizált változata a politejsav (PLA), melyet a műanyagipar előszeretettel használ környezetbarát mivolta okán. A PLA előnyös tulajdonsága, hogy a faanyagoknak jelentősen javítja a méretstabilitását. A tejsav előkészítése három fő ciklusból tevődik össze: monomer víztelenítés, első körös oligomerizáció, második körös oligomerizáció. A bükk mintákat abszolút szárazra kellett szárítani a telítés előtt. Állandó hőmérséklet és vákuum segítségével telítettük a faanyagot az oligomerrel (3. ábra).

Húzóvizsgálatok
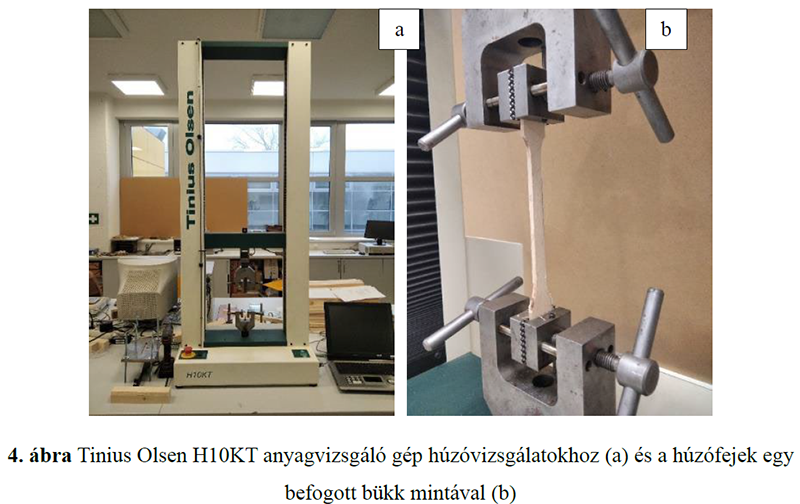
Összesen 487 db mintát vetettünk alá húzóvizsgálatoknak egy Tinius Olsen H10KT típusú anyagvizsgáló gépen (4. ábra).
A húzóvizsgálat a roncsolásos anyagvizsgálatok csoportjába tartozik. Nagymértékű húzóerőt fejtünk ki, esetünkben a rostokkal párhuzamos irányban. A szakadáshoz kifejtett erő, a megnyúlás mértéke, valamint a szakadás pillanatában keletkezett töréskép fontos információként szolgálhat az eredmények későbbi kiértékelésénél.
Eredmények
Nedvességtartalom befolyása a szakadási képek kialakulására
A vizsgált mintacsoportjaink esetében valamennyi szakadási kép-típus megfigyelhető volt. Az élőnedves tölgy és bükk minták esetében főleg a szálkás szakadás és annak különböző változatai voltak jellemzőek a többi mintacsoporttal ellentétben. A magas nedvességtartalom hatására a tönkremenetel nem összpontosul egy adott területre, mint ahogyan a többi mintacsoport estében látható. A szakadási képek között megfigyelhető, hogy a normál klímakörülmények között 12% nedvességtartalomra kondicionált mintacsoport, az abszolút szárazra szárított, majd normál klímakörülmények mellett kondicionált mintacsoport, valamint a konvekciós szárítóval hagyományosan 10% nedvességtartalomra műszárított majd normál klímakörülmények mellett kondicionált mintacsoport esetében többnyire a rideg szakadások és annak kombinált változatai figyelhetőek meg. Összességében megállapítható, hogy a nedvességtartalom csökkenésével a minták a szakadásos törésről fokozatosan átváltanak rideg törésre, érintve a két törési kép határállapotát. A tejsavval kezelt mintacsoport hasonló törésképeket produkált, mint a 12% nedvességtartalomra kondicionált mintacsoport, ennek ellenére mégsem lehet a másik három csoporthoz társítani, mivel a tejsavas kezelés hatására a magas pH tartalmú polimer szétmarta a minták sejtszerkezetét.
Nedvességtartalom befolyása a megnyúlásra
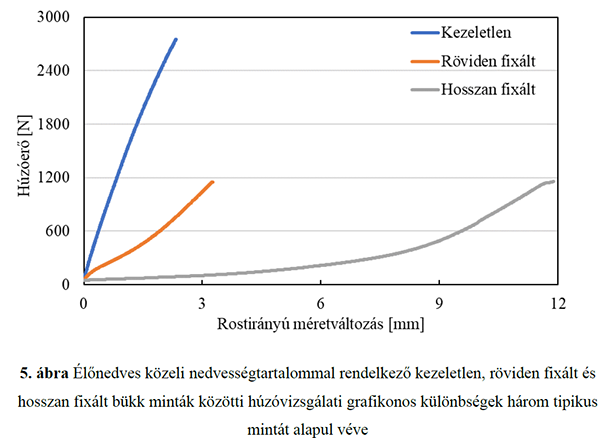
A húzóvizsgálatok során tökéletesen látszott a grafikonról, hogy mekkora különbségek vannak erő és megnyúlás mértékében a kezeletlen, a röviden fixált és a hosszan fixált mintatestek esetében (5. ábra).
Bükk és tölgy mintáknál is megfigyelhető, hogy a húzószilárdság csökkenésével a megnyúlás aranya növekszik. A leglátványosabb eredményeket a hosszan fixált minták produkálták, ahol kisebb erő kifejtése mellett lehetőségünk volt elérni a kezeletlen mintákhoz képest legalább négyszeres nagyságú megnyúlást. Röviden fixált mintáknál jellemzően 4-8% volt a megnyúlás mértéke, hosszan fixáltaknál 13-55%. A tejsavval telített bükk mintacsoport eredményein látszik, hogy minden tekintetben alulmúlta a másik négy mintacsoport eredményeit. Ezen alacsony értékek a tejsav maró hatásának tudhatóak be.
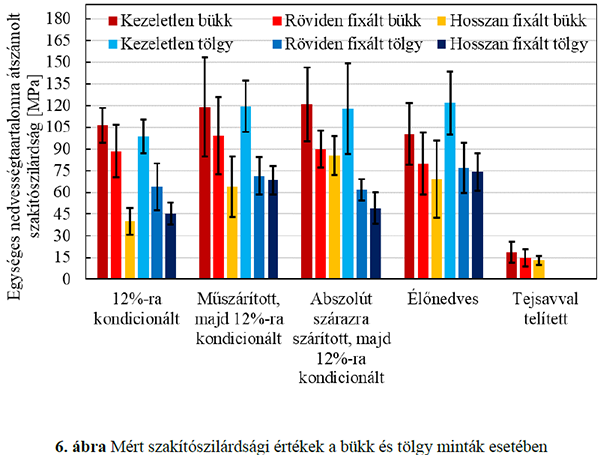
A szakítószilárdságok egyértelműen csökkenő tendenciát mutattak, mikor a kezeletlen minták eredményeit vetettük össze a tömörített, röviden fixált és hosszan fixált minták eredményeivel.
Összességében tehát megállapítható, hogy a rostirányban tömörített faanyag húzóvizsgálatainál a nedvességtartalom és a fixálási idő jelentősen befolyásolta a mért értékeket. A legnagyobb megnyúlást a rosttelítettségi állapot feletti élőnedves bükk és tölgy mintacsoport eredményezte. A tejsavas kezelés nem bizonyult hatékony modifikációs módszernek a rostirányban tömörített faanyagok esetében, mivel a magas pH tartalom következtében a minták sejtszerkezete olyan mértékben degradálódott, hogy a húzóvizsgálatokból kinyert adatok meg sem közelítették a többi mintacsoport eredményeit. Vagyis a tejsavval kezelt rostirányban tömörített faanyagok nem hajlíthatók.
Soproni Egyetem, Faipari Mérnöki és Kreatívipari Kar, Faipari és Műszaki Intézet
Sajdik Tamás / témavezető: Dr. Báder Mátyás






