|
|
||||||
|
|
2009-07-08
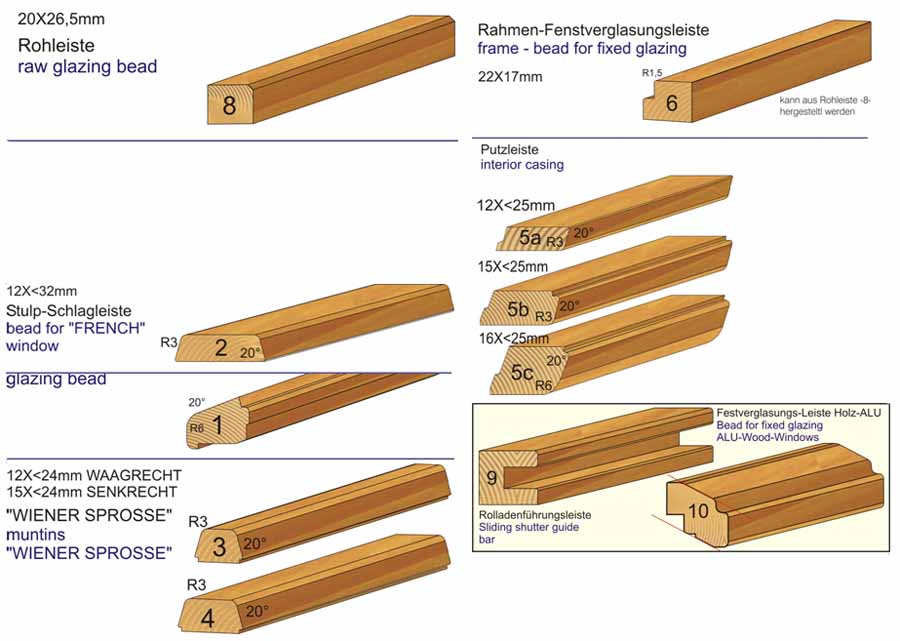
Lécgyártás a nyílászárókhoz Egy rosenheimi tanulmány szerint az ablak elkészítéséhez szükséges munkálatok akár húsz százalékát is kitehetik a lécekkel kapcsolatos feladatok. Ez, a sokak számára bizonyára meglepő szám adott okot arra, hogy kissé összefoglaljuk az ezzel kapcsolatos ismereteket. A lécek alatt elsősorban mindenki az üvegbeszegező lécre gondol, aztán a ragasztott osztók léceire, a középen felnyíló ablak ütközőlécére, esetleg (ha használ ilyent) a tok üvegezésére használt fixesítő lécre, de például a redőnyléc vagy a vakolat takarólécei már kevésbé ismertek Magyarországon.
I. Üvegbeszegezőléc Az üvegbeszegezőléc anyagát az ablak egyéb alkatrészeiből nyerik - már csak az a kérdés, hogy honnan és hogyan? Az egyik eshetőség, ho gy a lécet az ablakgyártó gépen (vagy kisüzemekben a marógépen több menetben) az üvegfalc helyéről veszik ki. Ilyenkor a lécet oldalról profilozzák, majd - általában felülről - egy fűrésszel kiszúrják.
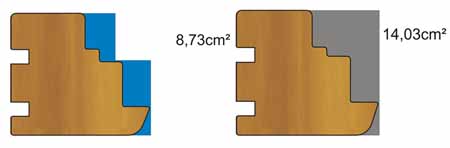
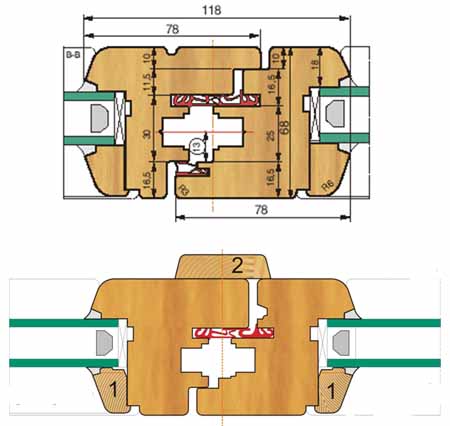
A másik lehetőség, hogy a lécet a begyalulás során a szárny alkatrészek külső, illetve a tok alkatrészek belső (kivéve a tok alsót) profiljából nyerik. Ezt a megoldást általában többfejes gyalugépek használata esetén alkalmazzák, és a lécet vagy készre profilozva, vagy nyersen veszik ki. A megoldás hátránya, hogy a léc struktúrája nem egyezik meg a mellette lévő szárny alkatrészével, és ez - főként a rossz minőségű alapanyagok, és lazúrozás esetén - esztétikai problémát jelenthet. A gyalulás során kivett lécnek azonban számos előnye is van: 1. Egy általános nyolc alkatrészt tartalmazó ablak esetében, a lécek száma 7, szemben a 4 darab üvegfalcból kivett léccel. 2. A szárny és a tok alkatrészek profilozása során kevesebb faanyagot kell elforgácsolni, ezáltal javulnak a porelszívási mutatók, csökken a forgácsbehúzások okozta felületi sérülések esélye, a profilozáshoz kisebb motorteljesítmény is elegendő, és főként nő a szerszámok élettartalma. 3. Az üvegfalcból kivett léc esetén - hacsak nem akarunk eltekinteni a sarokkötés egysíkúságát egy esetleges vetemedés során is biztosító sorolónút vagy sorolófalc kialakításától - elkerülhetetlen, hogy az üveglécünkben benne legyen a 3 rétegű tömbösített alapanyag ragasztófúgája. (Esztétikai probléma főként lazúros festés, ill. fehérre fedőzött felületkezelés esetén, ahol a ragasztó pár év múlva sárga elszíneződést okoz.) Ezzel szemben a begyalulás során kivett üvegléc esetében legfeljebb a szilikonozó ajba eshet a ragasztási fúga.
4. Az előző ábrán az is jól látható, hogy a fűrész vágásrése miatt, az üvegfalcból kivett léc esetében kb. 3 mm faanyagveszteséggel is számolni kell. 5. Az üvegfalcból kivett léc legnagyobb hátránya azonban kétségtelenül a fűrészelt felületű üvegfalcból ered. Ez nem is annyira esztétikai probléma, hisz a falc felülete takarva van, sokkal inkább szerkezeti, hiszen a fűrészeléssel elérhető - főként a fűrészlap kilengéséből fakadó - pontossági problémák, a keret összeépítése során nyitott sarokkötéseket eredményezhetnek.
Ezek a fűrészelési pontatlanságból fakadó 0,1-0,3 mm-es rések komoly veszélyt jelentenek a vízzel szembeni ellenálló képességre, mert pont a legkritikusabb bütüfelületek maradnak nyitva. A profilozással (marással) kialakított üvegfalc viszont, ellenőrizhető pontosságú és merőlegességű.
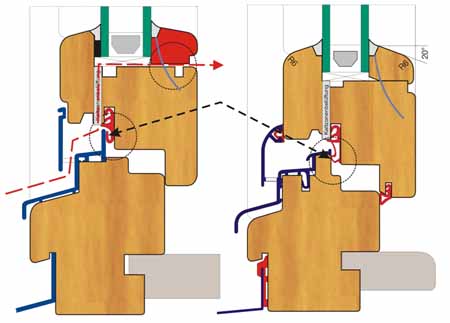
II. Ráfalcolt üvegbeszegező léc Ha már az üvegléceknél tartunk, említést kell tennünk az úgynevezett ráfalcolt üveglécről, mely a hagyományos üvegléctől eltérően rátakar a szárnyra, és így eltakarja a léc és a szárny közötti illesztést. Ez nem csak esztétikai előny, ami abból áll, hogy a gyakran pár év múlva csúnyán szétnyíló rés nem látható, hanem műszaki előnyökkel is jár. A léc és a szárnyalkatrész közötti illesztés ugyanis így jóval zártabb, ami megakadályozza a külső levegő bejutását a páramentesítő nútokon és furatokon, valamint az üvegfalcon keresztül. Ez az előny bizony nem elhanyagolható, ha a legújabban tervbe vett energiatakarékossági irányelvekre gondolunk, miszerint 2012-ig a minősítéshez max. 1,2 W/(m 2K)-es hőátbocsájtást kell elérni a teljes szerkezetre vonatkozóan. A ráfalcolt üvegléc előnye még, hogy már a felületkezelés előtt kész keretek készíthetők belőlük így a lécek sarokillesztései jóval szebbek és zártak. A ráfalcolt üveglécek kialakítása egy további munkalépést igényel. Ez a készre profilozott hagyományos léc falcolása, vagy a nyersen kivett léc többfejes gyalu- és profilozógépen történő készre profilozása. Az utóbbinál az eltérő mélységű lécek gyártása könnyedén megoldható. A nyersen kivett léc további előnye, hogy nem csak (ráfalcolt) üvegléc készíthető belőle, hanem szükség esetén fixesítőléc vagy akár (bizonyos esetekben) ragasztott osztók vagy takarólécek is.
III. Fixesítőléc Az újra és újra visszatérő problémára, mi szerint mi a teendő mondjuk egy tokosztóval tagolt szerkezetnél, ahol felül egy fix üvegezés, alul pedig egy nyíló szárny van. CNC felsőmaróval ugyan lehetséges úgy beereszteni a tokosztót, hogy az megossza az álló alkatrész profilját, de ez a lehetőség csak keveseknek adatik meg, így általában szélesítő alkatrészeket (betétcsap) alkalmaznak, ami a bevilágítóméret futását is biztosítja, vagy fixesítőlécet, mellyel a tok belső üvegezhetővé válik.
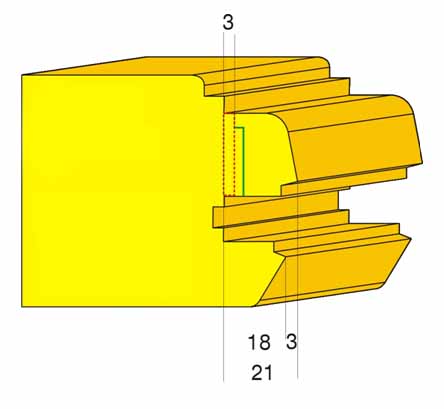
IV. Ütközőléc A középenfelnyíló ablakok jellegzetes alkatrésze a szakzsargonban csak slaglécként emlegetett léc, mely csak külön munkafolyamattal készíthető el, de egy kis csalással meg is spórolható, amint azt az alábbi ábra mutatja.
V. Ragasztott osztók A ragasztott osztók legegyszerűbb kialakítása, azaz egyszerű tompa illesztése egy ferde felület mentén, úgy lehetséges, ha az egyik irányban vékonyabb léceket készítünk, mint a rá merőleges irányban. Ha ez nem elfogadható, a lekerekítés miatt kontraprofilt vagy gérillesztésű átlapolást kell készíteni.
VI. Takarólécek és további lécek Hazánkban csak ritkán alkalmazott lécek az ablak és a vakolat találkozását takaró lécek, vagy akár az egész ablakfülkét kibélelő bélések és borítások. Ugyanilyen ritkaságszámba megy a redőnylécek készítése is. (Lásd ábrát a fixesítőléceknél!) A fentiek alapján látható milyen sokfajta léc legyártására lehet szükség egy-egy nyílászáró elkészítéséhez. Persze nem mindegy, hogy ezeket milyen termelékenységgel és milyen minőségben lehet elkészíteni.
Hagyományos módon, egyengető és vastagsági gyalugépekkel, valamint marógépekkel egy-egy ilyen profilléc elkészítése sok munkaműveletet és időt igényel. A korszerű gyártástechnológia alapgépe a többfejes gyalu- és profilozógép. Sokféle termék készítésénél növelheti a rugalmasságot, ha ez a gép pl. a Weinig PowerLock szerszámbefogó rendszerével, vagy automatikus pozícionálással, stb. van felszerelve. Az üvegléc kivételéhez a gyalu és profilozógépen szükség van néhány módosításra ill. kiegészítőre. Az üvegléc kivétele történhet nyersen (egy második menetben történő profilozással), vagy készre profilozva. Ehhez a többfejes gyalu és profilozógép jobb oldali és felső tengelyére egy kombinált szerszám kerül. A nyersen kiválasztott üvegbeszorító léc esetén a kombinált szerszámok a következők szerint vannak összeállítva: a jobboldali tengelyen alulról felfelé nézve egy élegyengető gyalufej, egy körfűrész, majd ismét egy gyaltácsa helyezkedik el. A körfűrész feletti gyaluszerszám átmérője 4 mm-rel kisebb, mint az alsó gyalufej átmérője, annak érdekében, hogy minél nagyobb keresztmetszetű lécet kapjunk, továbbá biztonsági okból a négyszögletesen kiválasztott léc egy határoló gyalulást kapjon, az esetleges gépbeni elakadások elkerülésére. A felső tengelyen a megvezetéstől kifelé haladva egy szűk gyalutárcsa, a körfűrész és egy széles gyalufej helyezkedik el. A megvezetésoldali gyalutárcsa a körfűrész túloldalán elhelyezett gyalufejhez képest ismét egy 4 mm-rel kisebb átmérőjű szerszám. Ennek oka uyganaz, mint a jobboldali tengelyen alkalmazott esetben. A léc kiválasztásához szükséges továbbá egy hasítóék, mely a felső tengely utáni kivezetőpapucsba van beépítve és egyúttal az előírások szerinti visszacsapódást gátló körmöt is tartalmazza. A léc kiválasztásához a jobboldali tengely le van süllyesztve az asztalba, a felső tengely pedig a hasítóékkel együtt elő van állítva a megvezetéshez képest. Ha olyan az alkatrész, amiből nem lehet lécet kivenni lécet, akkor tengelyirányú állítással a kombinált szerszámban elhelyezkedő körfűrészt el kell távolítani a munkaterületről, azaz a jobboldali tengelyt fel kell emelni úgy, hogy a körfűrész a faanyag felett dolgozzon, ill. a felső tengelyen lévő körfűrészt a hasítóékkel együtt a megvezetés mögé kell állítani, hogy a körfűrész a megvezetés mögött dolgozzon. A négyszög keresztmetszettel kiválasztott lécet az ismételt áteresztés során természetesen megfelelő oldalával kell a gépbe tolni, hogy az évgyűrűk állása megfelelő legyen a késztermékben. Ezért gyakorta használt egy jelölőnút, vagy letörés elhelyezése a nyers léc egyik sarkán annak érdekében, hogy az ismételt áteresztés során a gépkezelőt tehermentesítsük a léc alapos megfigyelésétől és egyúttal elkerüljük a hibásan profilozott lécek gyártását.
Amennyiben nem nyers lécet, hanem két oldalról készre profilozott A kézi állítású gépek esetében az átállítási munkafolyamat mindig a gép teljes megállításával tud történni, ahol is a tengelyeket tengelyirányban át kell hajtani és a hasítóéket csavarok oldásával új pozícióba kell tolni és rögzíteni. Ilyen gépek esetében a faanyagot célszerűen előre össze kell gyűjteni és típusonként szét kell válogatni ahhoz, hogy a munkavégzés folyamatos legyen, és átállítások gyakoriságát csökkentsük. Ez persze azt is jelenti, hogy keretenként történő gyártást nem lehet megvalósítani, egy ablak összes alkatrészéhez először le kell gyalulni az összes olyan élfa-anyagot amiből kivesszük a lécet, majd átállást követően legalább az első olyan munkadarabot is le kell gyalulni, amelyikből nem tudjuk a lécet kivenni. Kényelmesebb és a fentiekből következően sokkal hatékonyabb is, ha az átállítások nem kézzel, hanem automatikusan - egy gomb megnyomására - történnek. Ehhez a profilozó gépet nem kell leállítani és a faanyagokat valóban keretenként lehet a gépbe adagolni, így a keretenként történő gyártás megvalósítható. Az ablak élfa megfelelő minőségű méretre gyalulásához és az üvegbeszorítóléc kivágásához a következő tengelyelrendezésű többfejes gépre van szükség: alul-jobb-bal-felül-alul. Ahhoz, hogy a színfelületek mindkét oldalon azonosan magas minőségűek legyenek javasolt a gyalugépet a felső oldalon is két vízszintes tengellyel megválasztani. Az első alsó és első felső tengelyeken spirálkéses előgyaluló szerszámot, a második alsó és második felső tengelyeken pedig egyenes késes gyalufejeket szükséges alkalmazni a tökéletes eredmény érdekében. A nyers lécből visszaprofilozott üvegbeszorítóléc és minden további léc gyártásához elsősorban a jobb- és baloldali tengelyeken kell szerszámot cserélni. Ez a szerszámcsere a Weinig PowerLock technikájának köszönhetően pillanatok alatt elvégezhető. A profilszerszámok tulajdonképpen szerszámok kombinációi, és azok tengelyirányú átállításával az egymás felett elhelyezett többféle profilkialakítás beállítható és rövid átállási idővel bármely profil legyártható. A munkafolyamatok szervezésével kevés szerszámcserével az összes szükséges léc a legmagasabb minőségben reprodukálható. Az ablak profilok színfelületeinek és a profillécek felületi minőségével szemben támasztott mind magasabb elvárások elérésében tud szerepet kapni a Weinig gépgyár tapasztalata, a Weinig PowerLock szerszámbefogás és annak kúpos befogó rendszeréből adódó pontossága, a 8000-es vagy 10000-es percenkénti fordulatszám.
Forrás: Alpár Dénes, Greenteam Kft.
|
| ||||
 üvegbeszorító lécet választunk ki a többfejes gépen, úgy a szerszámok elhelyezkedés és kezelése az előzőekkel megegyezik, csak a szűkebb gyalutárcsák helyett profilozó szerszámok vannak felszerelve a kombinált szerszámban.
üvegbeszorító lécet választunk ki a többfejes gépen, úgy a szerszámok elhelyezkedés és kezelése az előzőekkel megegyezik, csak a szűkebb gyalutárcsák helyett profilozó szerszámok vannak felszerelve a kombinált szerszámban. 