|
|
||||||
|
|
2019-06-26
Hosszirányban tömörített faanyagok kezelése tejsavval
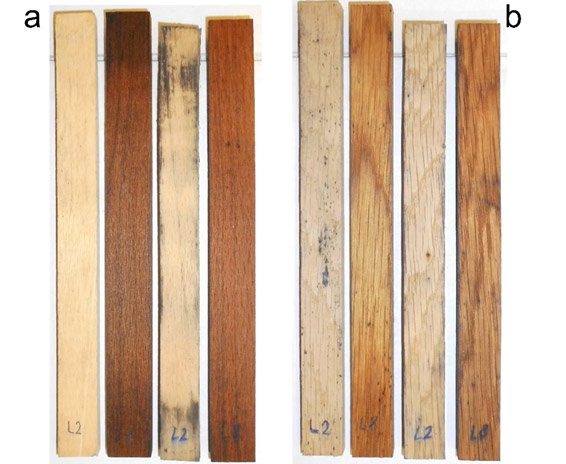
A faanyagok mechanikai modifikációjának két fő változata ismert, a rostokkal párhuzamos hosszirányú tömörítés és a hosszirányra merőleges keresztirányú tömörítés. A hosszirányra merőleges, sugár- és húrirányban elvégzett tömörítés magasabb sűrűségű faanyagot eredményez, míg a hosszirányú tömörítés eredménye a nagymértékben hajlítható faanyag. A mechanikus faanyagmodifikációs eljárások nem hajthatók végre rostlágyítás nélkül, ami a legtöbb esetben gőzölést jelent. A hő és a víz együttes hatására a sejtek közti kötőszövet meglágyul éppúgy, mint a sejtalkotók közti kötőanyagok és a hosszirányú összenyomás során ezek az összetevők el tudnak mozdulni egymáshoz képest. A változások jól tetten érhetők a sejtfalak harmonikaszerű gyűrődéseiben, mely kiválóan demonstrálja a faanyagban bekövetkezett változásokat. A természetes faanyag nedvességtartalma követi a levegő páratartalmát, emellett a pillanatnyi hőmérséklet és légnyomás is hatással van rá. A faanyag dagadási értékei nulla és a rosttelítettségi nedvességtartalom között húrirányban 10-12%, sugárirányban 5-6%, míg hosszirányban 0,1-0,3%. Hosszirányban tömörített faanyagok esetében utóbbi 4-6-szoros értéket vesz fel, ami nagyon jelentős dimenzióstabilitási problémát okoz. Ebből következik, hogy csakis beltéri, viszonylag szűk tartományban ingadozó relatív páratartalmú helyiségekben használható fel. A faanyag tejsavval telítése és a tejsav polimerizációja (a molekulák hosszú láncokba rendezése) a vízmolekulák faanyagba jutását és kémiai kötéseinek megakadályozását hivatott elérni. A telítés első fázisában - a vákuum alkalmazása során - buborékokként megfigyelhető volt a bükk faanyagban tárolt levegő eltávozása, ami előrevetítette a folyamat sikerességét. A kezelés hatására a faanyag színe jelentősen sötétedett, ezzel az emberi szemnek még kellemesebb megjelenésű faanyag jött létre (1. ábra).
1. ábra. Kezeletlen (világos színű) és tejsavval kezelt (sötét színű) bükk (a) és tölgy (b) minták. Először a tömörítetlen párok, majd a hosszirányban tömörítettek láthatók.
Míg a bükk minták teljes keresztmetszetben telítődtek, addig a tölgy minták telítése sikertelen volt, csupán a felületükre rakódott a tejsav-oligomerből. Ez a jelenség tipikus a nagymértékben tíliszesedő fafajokra. A telítés hatására bekövetkezett teljes tömegnövekedés tömörítetlen bükkfa esetében 73%, míg tömörített bükkfa esetében 64% volt. A faanyag mérete vízzel telítés során növekszik, bükk esetében a legnagyobb átlagos növekedés a három fő anatómiai irányban (R, T, L) rendre 4,4%, 10,9% és 0,2%. A nagymértékű tejsavfelvétel hatására a tömörítetlen faanyag méretei a vízzel telítéshez hasonló mértékben növekedtek, 4,6% 13,5% és 0,2%-kal, míg a tömörített faanyag 4,9% 13,6% és 1,1%-kal. Természetesen a faanyag sűrűsége is jelentősen magasabb lett: tömörítetlen faanyag esetén 43%, míg tömörített faanyagnál 36% sűrűségnövekedés következett be, amivel mindkét bükk mintacsoport elérte a 0,94 g/cm3 abszolút száraz sűrűségi értéket. Pásztázó elektronmikroszkóppal vizsgálva megállapítható, hogy a telítő anyagból a bükk faanyag nedvességszállító edényeibe jutott nagyobb mennyiség, de a rostüregekbe is került. A tejsavval telített faanyag érintése ugyan kissé műanyagos hatású, de az optikai javulás mellett ezt a problémát kiküszöböli a felületkezelés, amit szinte minden esetben elvégeznek a késztermékek gyártása során. Az áztatási vizsgálat eredményei közül érdemes kiemelni a hosszirányú méretváltozásokat (2. ábra). A hosszirányban tömörített bükk faanyag hosszirányú dagadása éppúgy töredékére csökkent, mint a hosszirányú zsugorodása. A kezelés tehát elérte célját, a bükk - mint a tömörítésnél leggyakrabban alkalmazott alapanyag - tulajdonságai a céloknak megfelelően jelentősen javultak.
2. ábra. Dagadási és zsugorodási vizsgálatok eredményei bükk faanyag hosszanti irányában

A munka az Emberi Erőforrások Minisztériuma ÚNKP-18-3-IV kódszámú Új Nemzeti Kiválóság Programjának támogatásával készült (pályázati azonosító: ÚNKP-18-3-IV-SOE-10).
Szerzők:


Báder Mátyás (T: +36 99 518 187; F: +36 99 518 647 bader.matyas@uni-sopron.hu) és Prof. Dr. Németh Róbert Faanyagtudományi Intézet, Simonyi Károly Műszaki, Faanyagtudományi és Művészeti Kar, Soproni Egyetem, Magyarország
Kiegészítő szakirodalom:
Báder Mátyás doktorandusz: Hosszirányú tömörítés faipar.hu 2017-10-06 Bendywood, a hidegen hajlítható fa faipar.hu 2018-08-17 A nehezen megértett feltaláló faipar.hu 2019-03-26 Eckardt László a hossztömörített fa magyarországi gyártója, s Magyarországon található a világ legnagyobb kapacitással rendelkező gyára. (COMPWOOD PRODUCTS Kft. és Flexwood Hungary Kft.) Az energiatároló tömörített farugó szabadalmi bejelentése 2005-ből a 3. oldal közepe felé.
|
| ||||